Das Analysetool Proficy CSense von T&G erzielt dank KI mit kleinen Änderungen große Wirkung.
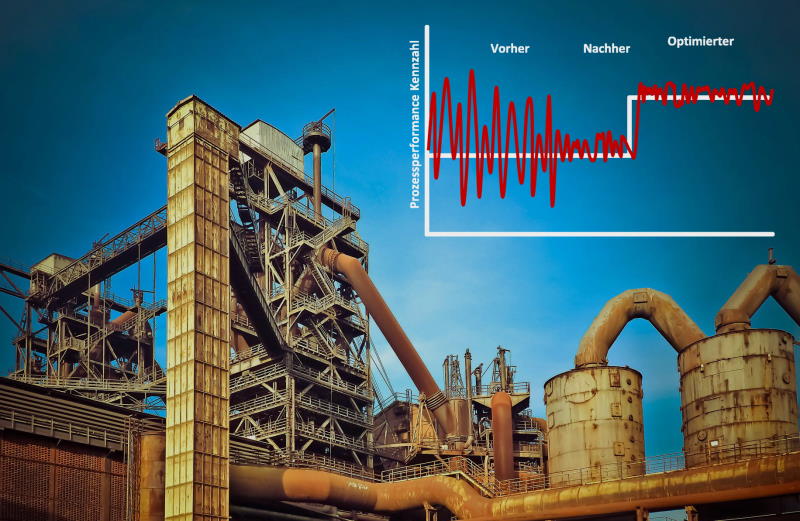 Foto: T&G
Data Analytics muss nicht aufwendig und teuer sein, zumal minimale Verbesserungen in einem kontinuierlichen Prozess schnell Verbesserungen bringen
Der österreichische Automatisierungsspezialist T&G stellt ein eigens für Prozessingenieure entwickeltes Softwaretool vor, das ohne Expertenwissen eines Datenwissenschaftlers auskommt. „Proficy CSense“ nutzt Algorithmen, um die Ursachen von Prozessabweichungen in industriellen Umgebungen zu ermitteln und zu verstehen. Prozessingenieure und Qualitätsingenieure, aber auch Datenwissenschaftler können mit dem Tool Prozessparameter in Echtzeit analysieren, überwachen, vorhersagen, simulieren, optimieren und steuern. Dank künstlicher Intelligenz (KI) und Machine Learning (ML ) hilft Proficy CSense unterschiedliche Problemstellungen in Industriesegmenten wie Bergbau, Metalle, Lebensmittel, Pharmazeutika, Wasser/Abwasser und anderen zu lösen.
Foto: T&G
Data Analytics muss nicht aufwendig und teuer sein, zumal minimale Verbesserungen in einem kontinuierlichen Prozess schnell Verbesserungen bringen
Der österreichische Automatisierungsspezialist T&G stellt ein eigens für Prozessingenieure entwickeltes Softwaretool vor, das ohne Expertenwissen eines Datenwissenschaftlers auskommt. „Proficy CSense“ nutzt Algorithmen, um die Ursachen von Prozessabweichungen in industriellen Umgebungen zu ermitteln und zu verstehen. Prozessingenieure und Qualitätsingenieure, aber auch Datenwissenschaftler können mit dem Tool Prozessparameter in Echtzeit analysieren, überwachen, vorhersagen, simulieren, optimieren und steuern. Dank künstlicher Intelligenz (KI) und Machine Learning (ML ) hilft Proficy CSense unterschiedliche Problemstellungen in Industriesegmenten wie Bergbau, Metalle, Lebensmittel, Pharmazeutika, Wasser/Abwasser und anderen zu lösen.
Die Software umfasst zwei Funktionssets: Eines für die Prozessmodellierung und Fehlerbehebung, das zweite für die Simulation und Echtzeitüberwachung. Die Daten werden aufbereitet und visualisiert, damit regelbasierte, datengesteuerte Prozessmodelle erstellt werden können. Anhand dieser Modelle werden die Ursachen für Prozessabweichungen ermittelt, sodass die Prozesse optimiert werden können.
Bei einem großen Lebensmittel- und Getränkehersteller ist „Proficy Csense“ bereits im Einsatz. Das ursprüngliche Ziel des Projekts war die Einsparung von Rohstoffen. Mit Softwarelösungen von GE Digital vernetzte der Betrieb seine Anlagen, um basierend auf den erhobenen Daten seine Prozesse zu modellieren und die Vorgänge zu visualisieren. Dies ermöglichte tiefgehende Analysen, um Zusammenhänge und Ursachen unterschiedlicher Probleme und deren Auswirkung auf die Prozesse besser zu verstehen.
Mithilfe von „Proficy CSense“ gelang es, die Produktionslinien und Prozesse zu stabilisieren und zu optimieren, indem die einzelnen Problemzonen identifizierten und eingegrenzt wurden. Das Ergebnis war eine Verbesserung der Gesamtanlageneffektivität (Overall Equipment Effectiveness, OEE-Werte) von 20 Prozent. Zudem konnte eine Stabilisierung der Prozesse auf vorgegebener Zielgröße erreicht und die Qualität der Produkte verbessert werden.



_gross.jpg&size=390x230&crop=0&trim=1)



_gross.jpg&size=390x230&crop=0&trim=1)